您好(hao),歡迎光(guang)臨遼甯(ning)精捷金(jin)屬制造(zao)有限公(gong)司!

服務(wu)熱線:
您好(hao),歡迎光(guang)臨遼甯(ning)精捷金(jin)屬制造(zao)有限公(gong)司!
服務(wu)熱線:
聯系(xi)人(ren):高經理
電話:
地址(zhi):沈陽市(shi)蘇(su)家屯區臨(lin)湖(hu)街道大(da)盛路
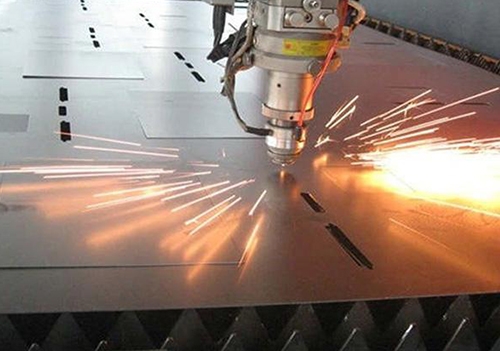
激(ji)光切割(ge)與其他熱切割(ge)辦法相比較,總(zong)的特(te)點是切(qie)割(ge)速度快、質(zhi)量高(gao)。具體(ti)歸(gui)納(na)為如(ru)下幾個方面。
⑴ 切(qie)割質量好
因為(wei)激光光斑小、能量密度高、切開速度快,因此激(ji)光切開能(neng)夠取得較好(hao)的切開(kai)質量。
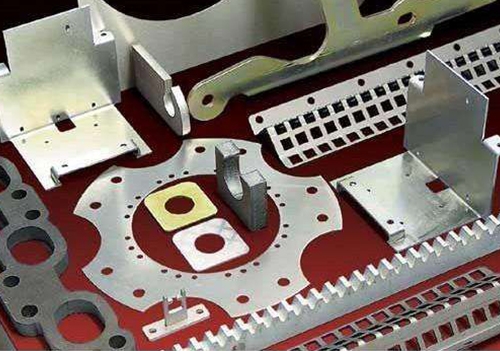
① 激(ji)光(guang)切開切斷細窄(zhai),切縫(feng)兩邊平行而且(qie)與表(biao)面垂直,切(qie)開零件的尺度(du)精度可達±0.05mm。
② 切開(kai)表面光(guang)潔(jie)美觀(guan),表面(mian)粗糙度隻(zhi)要幾(ji)十微(wei)米,甚(shen)至激(ji)光(guang)切開能(neng)夠作為最終一(yi)道工(gong)序(xu),無(wu)需機(ji)械加工(gong),零(ling)部件可直(zhi)接運用。
③ 資(zi)料經過(guo)激(ji)光切(qie)開後(hou),熱影響(xiang)區(qu)寬度很小,切縫(feng)鄰近(jin)資料的性(xing)能也(ye)幾乎不受影響,而且工件(jian)變形(xing)小,切開精度高,切縫的幾(ji)許形狀好,切縫(feng)橫截(jie)面形(xing)狀呈(cheng)現較為規(gui)矩的(de)長方(fang)形。激光(guang)切(qie)開、氧乙炔(que)切開和等離子切開辦法的比(bi)較見表1,切開資(zi)料為(wei)6.2mm厚的低碳(tan)鋼闆(pan)。
⑵ 切開效率高因(yin)為激光(guang)的(de)傳輸特性,激(ji)光(guang)切開機上一般配有(you)多台數控(kong)工作(zuo)台,整個切(qie)開進程能夠全部實(shi)現數控。操(cao)作時(shi),隻需(xu)改動數控(kong)程序,就可适用不同形狀(zhuang)零件(jian)的切開(kai),既可進(jin)行二(er)維(wei)切開,又(you)可(ke)實現三維切(qie)開。
⑶ 切開速度快(kuai)
用功率(lü)為(wei)1200w的激(ji)光切開2mm厚(hou)的低(di)碳鋼(gang)闆(pan),切開速度可達(da)600cm/min;切開5mm厚(hou)的聚(ju)丙烯樹脂(zhi)闆,切開速度可達1200cm/min。資料(liao)在(zai)激光(guang)切開(kai)時不需要(yao)裝夾固定,既可(ke)節約工裝(zhuang)夾具,又節約(yue)了(le)上、下料的輔(fu)助時刻(ke)。
⑷ 非接觸式(shi)切開(kai)
激光切開時割(ge)炬與(yu)工件(jian)無接(jie)觸,不(bu)存(cun)在東西(xi)的磨(mo)損。加工不同形(xing)狀的(de)零件(jian),不需要(yao)更換“刀(dao)具”,隻需改(gai)動激(ji)光器的輸出參數。激(ji)光切開進程噪(zao)聲(sheng)低(di),振蕩(dang)小,無污染。
⑸ 切開(kai)資料(liao)的(de)品種多
與氧乙炔切開和等離(li)子切開(kai)比較,激光切開(kai)資料的(de)品(pin)種多(duo),包含金屬(shu)、非金(jin)屬、金屬基和非(fei)金屬(shu)基(ji)複合資(zi)料、皮革、木(mu)材及(ji)纖維等。但是關(guan)于不同的(de)資料(liao),因為本身的熱物理性能及對激光(guang)的(de)吸收率不同(tong),表(biao)現(xian)出不(bu)同的(de)激(ji)光切開(kai)适應性(xing)。選用co2激(ji)光器(qi),各(ge)種資料(liao)的激(ji)光切開性能見(jian)表2。
⑹ 缺點激(ji)光切(qie)開(kai)因為(wei)受激光(guang)器(qi)功(gong)率和(he)設備(bei)體積(ji)的約(yue)束,激(ji)光切開隻(zhi)能切(qie)開中(zhong)、小厚度的(de)闆材和管(guan)材,而且随着工(gong)件厚(hou)度的添加,切開(kai)速(su)度(du)明顯(xian)下降。
激光切開(kai)設備費用(yong)高(gao),一次性出資(zi)大。
光切割(ge)")
遼(liao)甯(ning)精(jing)捷金(jin)屬制(zhi)造有限公(gong)司
![]() 地址 :遼(liao)甯省(sheng)沈陽市蘇家屯(tun)臨湖(hu)街道(dao)大盛(sheng)路
地址 :遼(liao)甯省(sheng)沈陽市蘇家屯(tun)臨湖(hu)街道(dao)大盛(sheng)路
![]() 服(fu)務熱線:
服(fu)務熱線: